FAQ
Sơn tĩnh điện là phương pháp sử dụng bột sơn ở dạng rắn, không có dung môi, qua cơ chế tích điện trái dấu giữa vật sơn và bột sơn và qua quá trình xử lý nhiệt hình thành lớp phủ trên bề mặt vật sơn.
Bề mặt vật sơn được sử dụng chủ yếu là bề mặt kim loại sắt, thép, nhôm định hình.
Sản phẩm sơn tĩnh điện đa dạng về màu sắc, loại kết cấu bề mặt từ bóng, bán bóng, mờ, cát, vân búa đến bề mặt có ánh nhũ.
- Công đoạn cân và trộn. Mục đích: để các chất trộn lẫn với nhau.

- Ép đùn. Mục đích: Phân tán các chất vào với nhau trở thành 1 thể thống nhất.


- Nghiền. Mục đích: Đưa sản phẩm về kích thước hạt qui định.

- Thử mẫu. Mục đích: Kiểm nghiệm chặt chẽ từng công đoạn.
Hình ảnh máy Datacolor

Hình ảnh máy đo độ bóng

Hình ảnh máy đo độ dày màng sơn

Hình ảnh máy phân tích kích thước hạt

Hình ảnh máy thử độ bẻ cong

Hình ảnh kiểm tra độ lưu hoá MEK


Hình ảnh dụng cụ kiểm tra độ bám dính


Hình ảnh test phun muối

Hình ảnh máy kiểm tra độ va đập

QUV-Kiểm tra độ bền màu sắc

ĐỊNH MỨC SƠN LÝ THUYẾT (m 2/kg)
| Tỷ trọng riêng
(g/cm3) |
Độ dày (μm) | |||||||
| 40 | 50 | 60 | 70 | 80 | 100 | 110 | 120 | |
| 1.2 | 20.8 | 16.7 | 13.9 | 11.9 | 10.4 | 8.3 | 7.6 | 6.9 |
| 1.3 | 19.2 | 15.4 | 12.8 | 11 | 9.6 | 7.7 | 7 | 6.4 |
| 1.4 | 17.9 | 14.3 | 11.9 | 10.2 | 8.9 | 7.1 | 6.5 | 6 |
| 1.5 | 16.7 | 13.3 | 11.1 | 9.5 | 8.3 | 6.7 | 6.1 | 5.6 |
| 1.6 | 15.6 | 12.5 | 10.4 | 8.9 | 7.8 | 6.3 | 5.7 | 5.2 |
| 1.7 | 14.7 | 11.8 | 9.8 | 8.4 | 7.4 | 5.9 | 5.3 | 4.9 |
| 1.8 | 13.9 | 11.1 | 9.3 | 7.9 | 6.9 | 5.6 | 5.1 | 4.6 |
Công thức tính định mức sơn lý thuyết :
Các yếu tố gây ra sự khác biệt giữ a định mức lý thuyết và thực tế:
- Kích thước hạt sơn quá nhỏ, quá lớn(bột bụi nhiều)
- Bột sơn hao h ụt trong quá trình vệ sinh
- buồng phun, bám trên móc treo…
- Bột sơn hao hụt trong quá trình thu hồi .
- Chênh lệch độ dày
- Sản phẩm nhiều góc cạnh.
- …
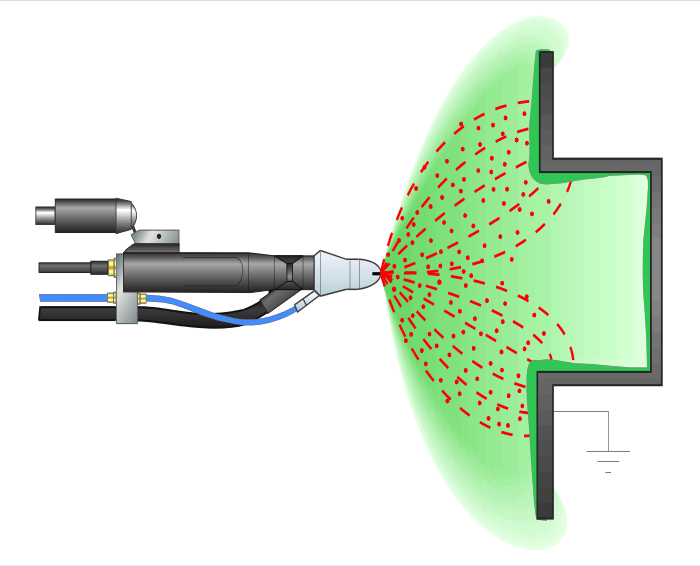
The “Faraday cage effect” occurs when the inner recesses and corners of a charged substrate do not have a charge, and the charged powder particles create resistance, making it difficult to coat these areas. There are ways to overcome the Faraday cage effect and better coat inner corners and odd part geometries.

Overcoming the obstacles of the electrostatic process:
- Blast powder into recesses
- Increase the powder flow rate
- Maximize the gun to part distance
- Use slotted tip to concentrate the spray
These methods can use excess powder, have higher film thicknesses than desired, and could result in an uneven film build.
Using the electrostatic process:
- Finesse the powder into recesses
- Decrease powder gun flow rates
- Reduce gun voltage to 40-60 Kv
- Maintain gun to part distance of about 8-10 inches
- Use slotted tip to concentrate spray
- Approach recess at an obtuse angle
These methods could result in a slower application time.
Spraying in the Faraday Cage: spraying at the recesses of a part at an obtuse angle can help to apply the coating properly.
- Reduces air turbulence
- Allows deeper penetration
- Minimizes early back ionization
- Utilizes more lines of force
Back Ionization is a problem in powder coating that occurs when the powder particles can’t find a ground point of the part’s surface and as a result build up unevenly on other particles on the part’s surface, this is often times referred to as “starring” or a “star burst effect”. The back ionization effect is more typical when applying a second coat on a part, but can happen when applying first coats as well.

Here are some tips on how to avoid back ionization:
- Lower your voltage setting: This is the easiest step in avoiding back ionization; however you must always be careful when lowering the voltage (Kv), as it may cause further issues like unacceptable penetration and/or coverage. KCI Powder Coating Equipment has factory pre-sets which automatically adjusts the voltage and current for this situation.
- Coating from a proper distance: This seems to be the most common reason that back ionization occurs, when the gun is too close to the part that you are coating. Make sure to always coat from the proper distance, and then maintain that distance at all times. Many times this correlates directly with how the part or parts are hung on the hook/part rack. Make sure that the part is stable and not swinging, as this makes it near impossible to maintain the proper coating distance. In instances where the gun must be held closely to the part, it is necessary to adjust the current to compensate for this. KCI Powder Coating Equipment has a factory setting for this as well.
- Use an Ion Collector: A grounding ring or some other form of ion collector can be used as a ground source to reduce the rough surface effect. These are installed just behind the electrode tip and their purpose is to capture any unused ions from the charging process that can cause the uneven texture by overloading the surface with already deposited powder.
The reasons are:
- Bigger particles can gain better electrostatic charge so that they have better adhesion and adhere to the substrate while the smaller particle will be sucked up into the recovery system.
- Reclaim normally has very fine particle size that could lead to poor fluidization. So that it would be harder to spray than virgin powder.
- Poor control of reclaimed powder.
Wood grain effect aluminum profile, based on powder coated aluminum surface treatment, according to the principle of high temperature sublimation heat penetration, through the heating and the pressure, the wood grain pattern of the paper or the film, will be transferred to powder coated aluminum profile. This vacuum wood grain effect heat transfer will make aluminum profile wood grain pattern clear, three-dimensional sense, close to the natural feeling of wood grain, which is an ideal energy-saving and environmentally friendly material to replace the solid wood materials.

