FAQ
Sơn tĩnh điện là phương pháp sử dụng bột sơn ở dạng rắn, không có dung môi, qua cơ chế tích điện trái dấu giữa vật sơn và bột sơn và qua quá trình xử lý nhiệt hình thành lớp phủ trên bề mặt vật sơn.
Bề mặt vật sơn được sử dụng chủ yếu là bề mặt kim loại sắt, thép, nhôm định hình.
Sản phẩm sơn tĩnh điện đa dạng về màu sắc, loại kết cấu bề mặt từ bóng, bán bóng, mờ, cát, vân búa đến bề mặt có ánh nhũ.
- Công đoạn cân và trộn. Mục đích: để các chất trộn lẫn với nhau.

- Ép đùn. Mục đích: Phân tán các chất vào với nhau trở thành 1 thể thống nhất.


- Nghiền. Mục đích: Đưa sản phẩm về kích thước hạt qui định.

- Thử mẫu. Mục đích: Kiểm nghiệm chặt chẽ từng công đoạn.
Hình ảnh máy Datacolor

Hình ảnh máy đo độ bóng

Hình ảnh máy đo độ dày màng sơn

Hình ảnh máy phân tích kích thước hạt

Hình ảnh máy thử độ bẻ cong

Hình ảnh kiểm tra độ lưu hoá MEK


Hình ảnh dụng cụ kiểm tra độ bám dính


Hình ảnh test phun muối

Hình ảnh máy kiểm tra độ va đập

QUV-Kiểm tra độ bền màu sắc

ĐỊNH MỨC SƠN LÝ THUYẾT (m 2/kg)
| Tỷ trọng riêng
(g/cm3) |
Độ dày (μm) | |||||||
| 40 | 50 | 60 | 70 | 80 | 100 | 110 | 120 | |
| 1.2 | 20.8 | 16.7 | 13.9 | 11.9 | 10.4 | 8.3 | 7.6 | 6.9 |
| 1.3 | 19.2 | 15.4 | 12.8 | 11 | 9.6 | 7.7 | 7 | 6.4 |
| 1.4 | 17.9 | 14.3 | 11.9 | 10.2 | 8.9 | 7.1 | 6.5 | 6 |
| 1.5 | 16.7 | 13.3 | 11.1 | 9.5 | 8.3 | 6.7 | 6.1 | 5.6 |
| 1.6 | 15.6 | 12.5 | 10.4 | 8.9 | 7.8 | 6.3 | 5.7 | 5.2 |
| 1.7 | 14.7 | 11.8 | 9.8 | 8.4 | 7.4 | 5.9 | 5.3 | 4.9 |
| 1.8 | 13.9 | 11.1 | 9.3 | 7.9 | 6.9 | 5.6 | 5.1 | 4.6 |
Công thức tính định mức sơn lý thuyết :
Các yếu tố gây ra sự khác biệt giữ a định mức lý thuyết và thực tế:
- Kích thước hạt sơn quá nhỏ, quá lớn(bột bụi nhiều)
- Bột sơn hao h ụt trong quá trình vệ sinh
- buồng phun, bám trên móc treo…
- Bột sơn hao hụt trong quá trình thu hồi .
- Chênh lệch độ dày
- Sản phẩm nhiều góc cạnh.
- …
Các hạt sơn tích điện được hút vào bề mặt/phần gần nhất của phần nối đất. Các góc cạnh này sẽ hút bột sơn giống như một anten và ngăn cản các hạt sơn đi vào góc cạnh.
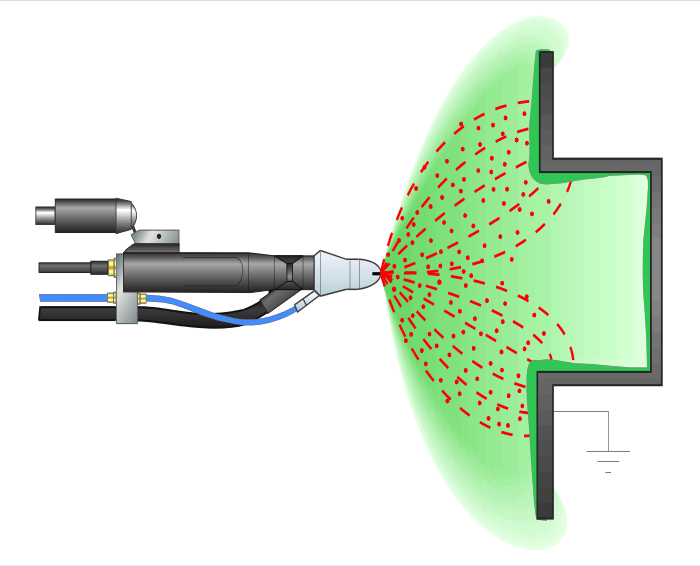
Bột bám góc cạnh kém:
Nguyên Nhân:
- Lượng bột sơn trong thùng hóa lỏng thấp (không đủ)
- Áp lực phun sơn quá cao
- Các sản phẩm đặt (treo) quá gần nhau
- Sản phẩm tiếp đất kém
- Điều kiện súng không phù hợp
- Vị trí súng không đúng
- Sử dung quá nhiều bột thu hồi
- Điện áp súng quá cao
Hướng giải quyết:
- Kiểm tra và cấp thêm lượng bột mới vào thùng hóa lỏng
- Chỉnh áp lực gió trên súng cho phù hợp
- Khoảng cách giữa 2 vật thể bằng 2 lần chiều rộng của 1 vật thể
- Kiểm tra tiếp đất/nối đất
- Chỉnh điều kiện súng
- Chỉnh các góc phun của súng
- Tham khảo tỉ lệ trộn bột thu hồi
- Giảm cao áp sung phun
Tĩnh điện kém
Nguyên Nhân:
- Điện áp súng quá thấp
- Tiếp đất kém
- Móc treo/Băng tải làm rơi bột sơn khỏi sản phẩm
- Áp lực phun sơn quá cao hoặc quá thấp
- Vị trí súng phun không phù hợp
- Quá nhiều bột thu hồi
- Lượng gió hút trong bồn phun sơn quá cao
- Khí cấp có nước (hơi nước)
Hướng giải quyết:
- Giảm điện áp sung phun
- Kiểm tra tiếp đất/nối đất
- Cố định móc treo/Kiểm tra và châm dầu định kỳ trên băng tải
- Chỉnh áp lực gió trên súng cho phù hợp
- Chỉnh các góc phun của súng
- Tham khảo tỉ lệ trộn bột thu hồi
- Kiểm tra/liên hệ nhà cung cấp thiết bị để chỉnh lưu lượng gió hút
- Kiểm tra lọc gió và thay mới nếu lọc gió bị hư
Phản hồi Ion là hiện tượng các hạt sơn bị đẩy lùi từ bề mặt của sản phẩm và hiện tượng này tạo nên lớp bột sơn không đồng đều/không phẳng sau khi sấy sơn.

Nguyên Nhân:
- Phun sơn quá dày
- Các sản phẩm tiếp đất kém
- Phun lại (sơn lại) – Vật thể đã được sơn phủ và tiếp đất kém
- Điện áp súng quá cao
- Thời gian phun sơn quá lâu
- Bột sơn quá mịn – quá nhiều bột thu hồi
Hướng giải quyết:
- Phun sơn theo tiêu chuẩn 60-80µm
- Kiểm tra tiếp đất/nối đất
- Giảm điện áp súng khi phun lại lần 2 (cài đặt 50-60Kv)
- Giảm điện áp súng phun
- Treo thêm sản phẩm/tăng tốc độ chuyền sơn
- Kích cỡ hạt sơn không đúng /Giảm tỉ lệ bột thu hồi
Bởi vì:
- Các hạt sơn lớn hơn được tích điện tốt hơn và bám lên vật phẩm, vì vậy các hạt sơn nhỏ bị tĩnh điện kém và bị hút vào hệ thống thu hồi.
- Hầu hết các lượng bột sơn thu hồi thì nhỏ hơn và điều này gấy nên độ hóa lỏng kém. Nên phun sơn sẽ kém hơn bột mới.
- Quản lý/kiểm soát bột thu hồi.
Các sản phẩm nhôm, sắt, thép sau khi phun sơn tĩnh điện tiếp tục gia công dán giấy/ film giả vân gỗ bằng các phương pháp dán keo, hút chân không. Sản phẩm sau khi hoàn thiện có hình thái bề mặt đường nét vân như sử dụng chất liệu gỗ.
Ứng dụng trong công nghiệp làm cửa, tủ, bàn, khung kệ. Sản phẩm sơn tĩnh điện gia công vân gỗ không chỉ đẹp về mẫu mã mà còn giúp bảo vệ tốt bề mặt vật sơn. Nét mực rõ nét, in sâu xuống vật sơn hạn chế tối đa thời gian lão hóa màng sơn.
Không những mang lại hiệu quả kinh tế mà còn giúp bảo vệ môi trường. Màu sắc hình dạng vân gỗ đa dạng theo nhu cầu sử dụng của khách hàng.


